别再错过任何细节!花费一分钟观看<贺州>【当地】【不锈钢管】_槽钢厂家专业生产制造厂产品视频,让您的购买决策更加明智。
以下是:<贺州>【当地】【不锈钢管】_槽钢厂家专业生产制造厂的图文介绍


多层焊时,每焊完一层要清除焊渣,层间温度应低于60℃与腐蚀介质的焊缝,为防止由于重复加热而降低耐腐蚀性,应焊接。焊后可采取强制冷却措施,加速接头冷却。焊接开始时,不要在焊件上随便引弧,以免损伤焊件表面,影响耐腐蚀性。
常用方法是采用手弧焊封底,并用纯铜板垫、 垫和焊剂垫等。(三)18-8奥氏体不锈钢管的钨极氩弧焊工艺:18-8奥氏体不锈钢管的钨极氩弧焊适宜于厚度不超过8mm的板结构,适宜于厚度在3mm以下的薄板、直径在60mm以下的管子以及厚件的打底焊。
(四)18-8奥氏体不锈钢管的熔化极氩弧焊工艺:18-8奥氏体不锈钢管采用熔化极氩弧焊时,若使用纯作为保护气体会引起一系列困难,正确的焊接做法是采用氧化性混合气体作保护气体,即在纯中加入少量氧气或CO2气体。
钨极氩弧焊电弧的热功率低,所以焊接速度较慢,约为手弧焊速度的1/2~1/3。因此,焊接接头冷却过程中在危险温度区停留的时间长,耐腐蚀性能较差。焊接厚板时推荐以射流过渡焊接,保护气体的质量分数为Ar98%+O22%。
由于射流过渡必须采用较高的电压和电流值,熔池流动性好,故只适于平焊和横焊;焊接薄板时推荐以短路过渡焊接,保护气体的质量分数97.5%的Ar+2.5%的CO2。短路过渡时电压和电流值均较低,熔滴短路时会熄弧,熔池温度较低容易控制成形,因此适用于任意位置的焊接。



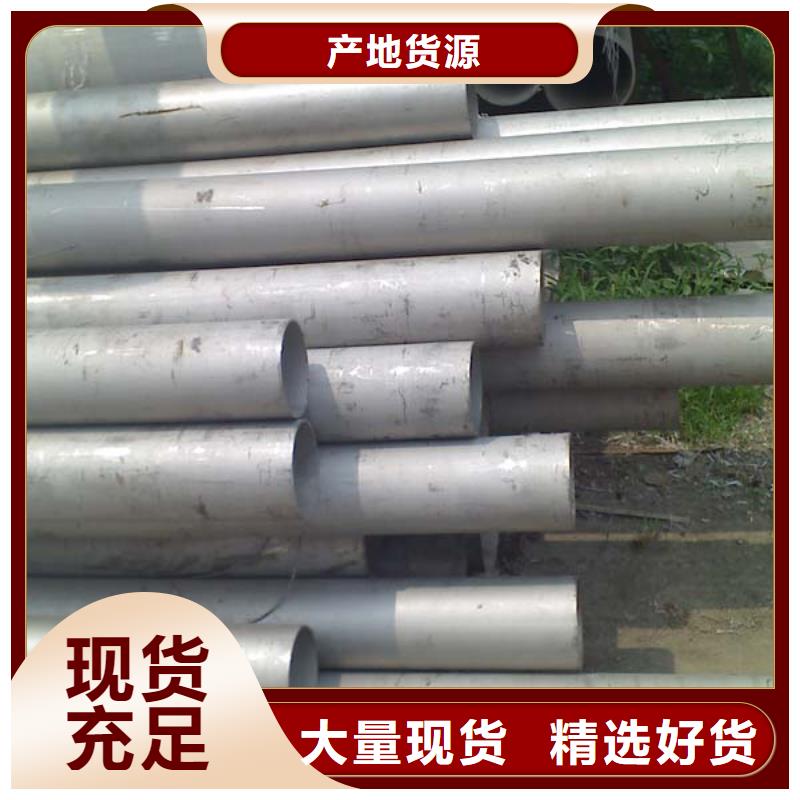
国耀宏业钢铁有限公司成立于2016年,是一家集生产销售 贺州槽钢、于一体的商贸公司,本公司主营 贺州槽钢、等产品,拥有完整、科学的质量管理体系.本公司可以根据客户需求定制各种尺寸的 贺州槽钢、。国耀宏业钢铁有限公司的诚信、实力和 贺州槽钢、产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。


这些企业配备有的连轧管机组等高水平装备,生产效率高,虽然机组套数仅占全国6%,但产量高。这些企业分为几种类型:无锡西姆莱斯和安徽天大已拥有2~3套装备水平较高的轧管机组(包括连轧管机组),总产能达到50万吨以上,通过整合其他企业,基本解决了优质管坯供应问题,大量生产包括油井管在内的不锈钢管产。
和浙江久立等企业则以特殊品种为发展方向,其中浙江久立主要发展不锈钢不锈钢管。第三类:规模较小的企业莱钢(兼并原烟台钢管厂)、通钢、西宁钢厂、和武钢(汉口轧钢厂)等一直生产热轧不锈钢管产品,但不是其主要产品。
近年在市场带动下,这些企业对不锈钢管装备进行改造,产量有所,均达到10~20万吨水平,2006年这些企业不锈钢管产量近100万吨,占总产量6.596,对市场有一定影响。第四类:各类小企业目前还有几百家分散的不锈钢管小企业,其产量约占45%。
(3)不锈钢管国内地区生产格局华东地区虽然只有宝钢一家重点企业生产不锈钢管产量较高,但是囚江苏、浙江、江西和山东有大量民企生产不锈钢管,所以产量和比例均列全国第1位,并且大大高出其他地区,所占比例也逐年增加,已经接近50%。



可有效预防焊缝区热裂纹及应力腐蚀的产生1Cr18Ni9Ti奥氏体不锈钢厚壁钢管焊接热裂纹是产生应力腐蚀的根本诱因之一。N、Si、Mn等元素的加入,以及合金中原本含有的S、P等元素,均对1Cr18Ni9Ti奥氏体不锈钢厚壁钢管的焊接热裂纹的形成起到了积极的作用。
S、P等杂质元素及氮的低熔点共晶化合物的形成与析出,造成奥氏体枝晶间出现严重的偏析,并在晶粒间的大量聚集。而这些低熔共晶化合物通常会在凝固结晶的后期,在柱状晶粒间形成液态薄膜,分割晶粒间的连续性,并会在因冷却收缩引起的拉应力作用下使晶粒间产生显结晶裂纹,在焊缝凝固的部分,极易形成焊接热裂纹;钢管服役。
然而,超窄间隙因其线能量很低,焊接过程中,有效缩短了液相的停留时间、增大了液相的冷却凝固速率,了奥氏体枝晶间低熔点共晶化合物的形成倾向及偏析程度,改善了焊缝的显组织,从而可有效防止焊接热裂纹的形成和应力腐蚀的产生。
3、改善接头显组织、力学性能采用超窄间隙焊接不锈钢厚壁钢管,因低线能量、高凝固速率,较好的阻止了焊缝晶粒粗化,不仅改善接头显组织,还可有效降低焊接残余应力和残余变形,接头的力学性能。另一方面,可避免在固态相变时先析出的铁素体与基体中的铬原子大量结合形成成分不均匀的铁素体,造成不锈钢厚壁钢管低温脆化。




 扫一扫
扫一扫